想要全面了解济南【45号绗磨管】_45#绗磨管厂家型号齐全产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:济南【45号绗磨管】_45#绗磨管厂家型号齐全的图文介绍


一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好
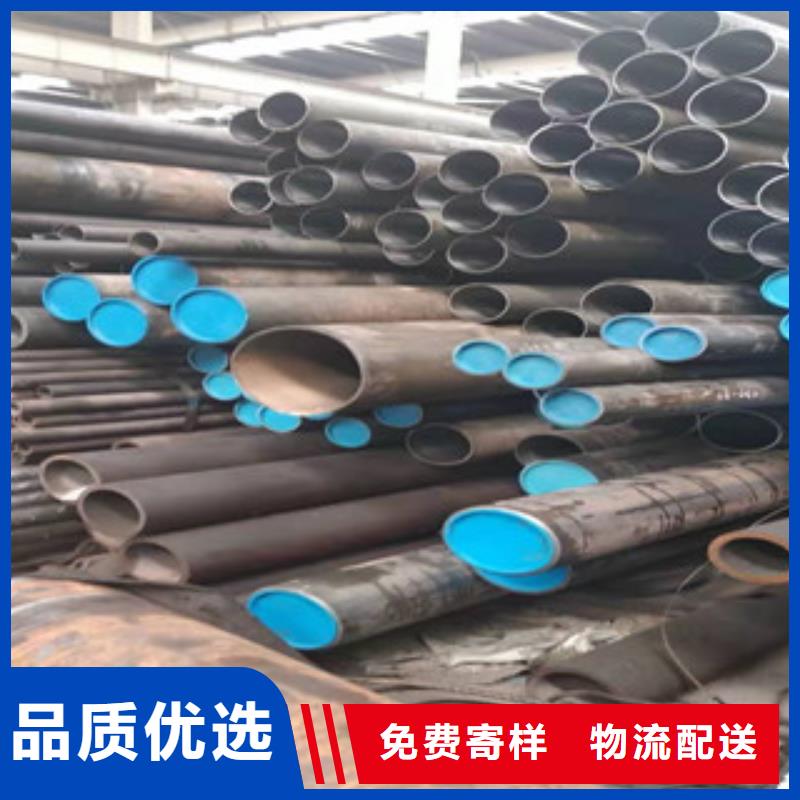
大口径绗磨管的生产一般要讲过复杂的过程和严格的检验才能出产,因为它是用于各种机械零件的生产上,所以对于油缸管精度要求很高。随着科技的不断发展,油缸管生产工艺在不断的进步完善,对于油缸管生产效率的提高有很大的促进作用。
2019/10/6 9:24:27 点击:13
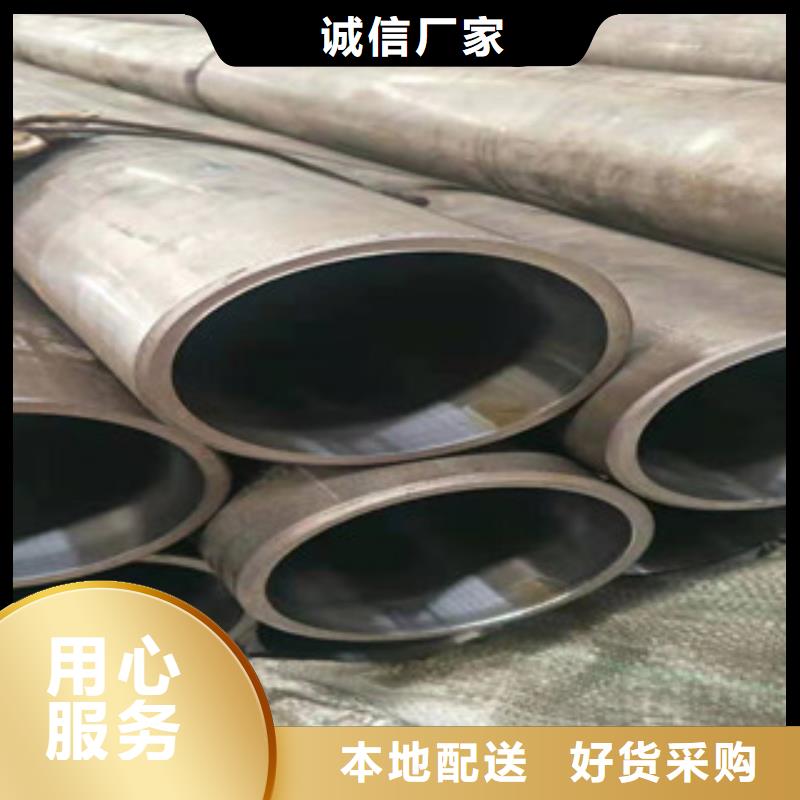
厚壁油缸管目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。



新策钢管有限公司生产的 济南液压油缸管厂家、其优点是结构新颖合理,优势互补,性能发挥。具有外观高雅时尚,寿命长,安装维护方便等特点,广泛适用于各种 济南液压油缸管厂家、行业。
济南【45号绗磨管】_45#绗磨管厂家型号齐全


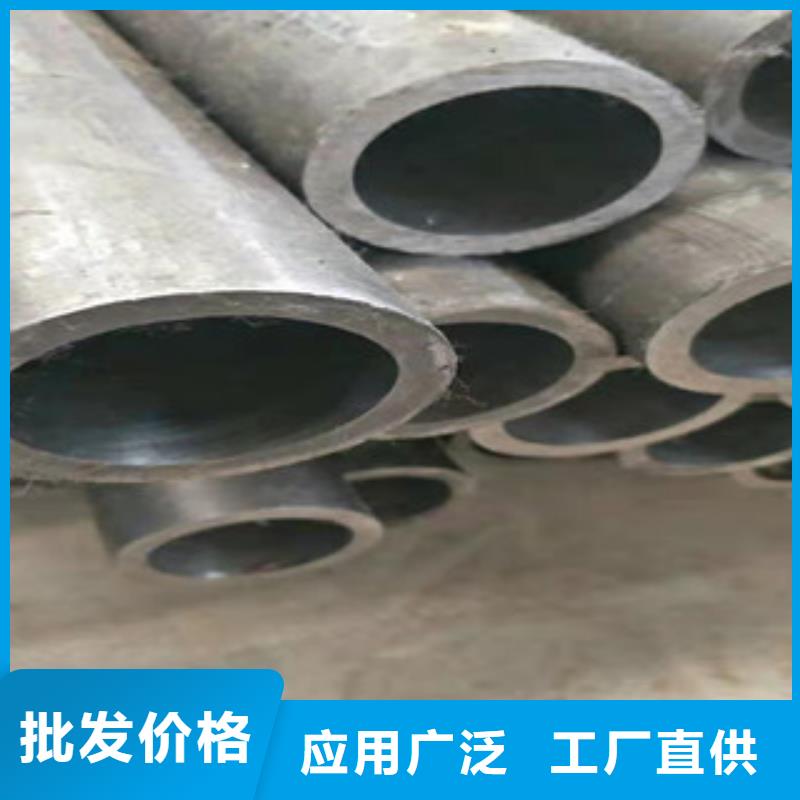
一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。



收到顺泽金属制品有限公司生产及销售冷拔酸洗20号滚压绗磨管45号套筒油缸管304不锈钢绗磨管镗孔珩磨管
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。





 扫一扫
扫一扫